铁污染
被铁污染的膜元件,膜表面为红褐色,进水流道呈浅红色。
被铁污染的膜元件的膜表面为红褐色,滴加酸后露出膜片的真面目。
一、现象和症状:
1、系统脱盐率低,产水量降低;
2、压力容器开启后,膜元件端面呈红褐色;
3、膜元件解剖后,膜表面呈红褐色。
二、原因:
1、RO进水中含有过量的铁;
2、预处理系统中的管道或压力容器腐蚀。
三、清洗或解决方案:
1、膜系统可以采用酸性NaHSO3(PH<5)或H3PO4以及柠檬酸清洗恢复;
2、有时候铁会加速膜的氧化导致膜元件不可恢复性的损伤。
压降(ΔP)过大
玻璃钢外壳沿轴向破裂,进水端污染严重。
出水端抗压力器(ATD)冲掉,浓水流道网格冲出。
对膜元件破坏性分析发现:黑色粘稠液体流出。整个膜元件内部完全被污染,膜叶之间(进水流道)布满黑色粘稠物质。无臭味,排除生物污染,确认为无机污染物严重污堵进水流道导致的高压降所致。
一、现象和症状:
1、系统脱盐率大幅下降,有时候伴随产水量增加;
2、膜元件解剖后,膜表面出现气泡和分层。
二、原因:
1、系统设计缺陷,例如产水管道上的止回阀安装位置不合理;
2、不正确的操作,例如清洗完毕后忘记开启产水阀门;
3、不可预测的机械故障。
三、清洗或解决方案:
膜元件被不可恢复性的损伤,难以修复,只能更换膜元件。
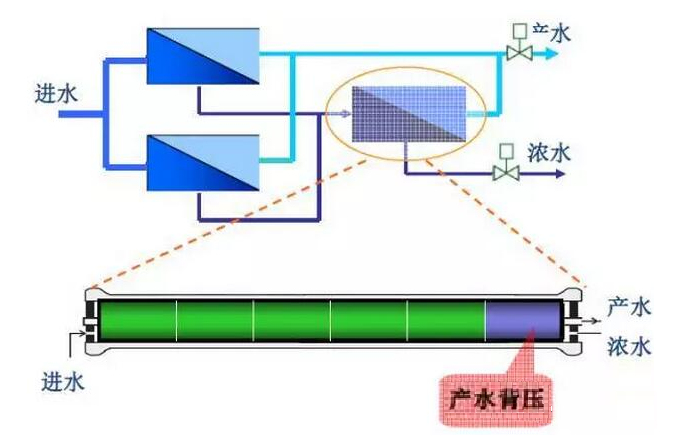
产水背压
产水管道上安装截止阀,操作人员在系统清洗过程中关闭此截止阀,清洗关闭完毕后忘记开启,随后停机后重新启动系统,发现系统脱盐率下降。
产水背压损坏的膜表面通常看到平行于产水管的膜最外边出现拆痕,常常靠近最外侧的膜袋粘接线处。膜的破裂最有可能出现在进水侧、最外侧和浓水侧这三处粘接密封线附近,其他位置受到进水网络得支撑,很多网格的小格内就会出现很多气泡状剥离和分层。
为了预防产水背压,可以采用以上两种措施:在产水管道的合理安装止回阀,或三向阀。
一、象和症状:
1、系统脱盐率大幅下降,有时候伴随产水量增加;
2、膜元件解剖后,膜表面出现气泡和分层。
二、原因:
1、系统设计缺陷,例如产水管道上的止回阀安装位置不合理;
2、不正确的操作,例如清洗完毕后忘记开启产水阀门;
3、不可预测的机械故障。
三、清洗或解决方案:
膜元件被不可恢复性的损伤,难以修复,只能更换膜元件。
膜氧化
遭氧化伤害的膜元件采用真空试验等机械的方法是检测不出来的,这类化学性的伤害,可通过对膜元件或其中的小片膜样品经过Fujiwara试验评测显示出来,如Fujiwara实验中实验溶液变成粉红色,证明膜片已被氧化。
膜氧化(由余氯导致)未经污染或氧化的新膜片应该仅由C,O,N和H组成,没有其它元素。对于使用过的膜片,可以通过分析膜材料中的增加的元素种类和含量,来确定膜片是否被氧化或污染。原子光谱化学分析法(ESCA)证明膜片被氯氧化。
一、现象和症状:
1、系统脱盐率大幅下降,同时伴随产水量增加;
2、膜元件解剖后,Fujiwara实验中实验溶液变成粉红色,原子光;
3、谱化学分析法(ESCA)发现氯元素。
二、原因:
1、RO系统前的脱氯措施出现问题,例如,活性炭失效或NaHSO3量不足;
2、膜元件接触到强氧化剂。
三、清洗或解决方案:
膜元件被不可恢复性的损伤,难以修复,只能更换膜元件。